11.28.2025 / 6-minute read
Enhancing Raw Material Handling for Malion New Materials with Advanced Pallet Lifts
Project Overview
Guangdong Malion New Materials Co., Ltd., a leading manufacturer of polymer materials, fine chemicals, and new energy products, faced challenges in transporting heavy bulk bags of raw materials across production floors.
By integrating customized pallet reciprocating lifts, the company achieved seamless vertical movement of materials like color masterbatch and lithium battery wet separator raw materials.
This case study analyzes the technical solutions, performance outcomes, and industry-wide applications of these systems.
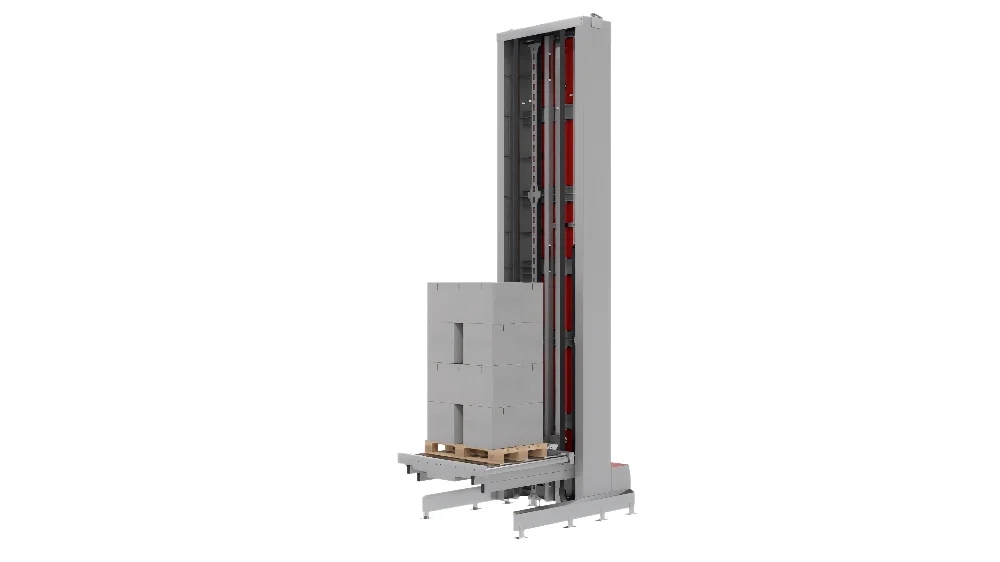
Basic Parameters
| Category | Parameter | Specification |
|---|---|---|
| Basic Specifications | Model | FRP-3000HD |
| Load Capacity | 3,000 kg | |
| Lifting Height | 5-25 m (customizable) | |
| Platform Size | 2,000 × 2,500 mm (standard) | |
| Performance Metrics | Lifting Speed | 0.1-1.5 m/s (adjustable) |
| Positioning Accuracy | ±5 mm | |
| Maximum Cycles/Hour | 105 cycles | |
| Noise Level | ≤70 dB | |
| Power System | Drive Type | Frequency conversion drive |
| Motor Power | 18.5 kW | |
| Control System | PLC + HMI | |
| Power Supply | 380V/50Hz (3-phase) | |
| Safety Features | Safety Standards | EN 1570, CE certified |
| Protection Devices | Overload protection, emergency stop, limit switches | |
| Anti-fall System | Dual mechanical safety locks | |
| Safety Factors | ≥5 (structural components) | |
| Structural Design | Frame Material | Q235B carbon steel |
| Platform Material | SS304 stainless steel (contact parts) | |
| Surface Treatment | Epoxy powder coating | |
| Guide Rail Type | Heavy-duty roller guides | |
| Interface & Integration | Communication Protocols | PROFINET, Ethernet/IP |
| I/O Points | 16 DI/16 DO (standard) | |
| Integration Capability | Compatible with AGV, conveyor systems | |
| Data Collection | IoT-ready for predictive maintenance | |
| Environmental | Operating Temperature | -20°C to +40°C |
| Protection Rating | IP54 | |
| Energy Consumption | <15 kW/h (average operation) | |
| Maintenance Cycle | 2,000 hours (recommended) |
Challenge
- High Load Capacity Needs: FIBCs with polymer resins and pigments demanded robust handling.
- Precision and Safety Risks: Unstable transport risked material spillage and equipment damage.
- Cross-Floor Efficiency Bottlenecks: Manual transfers slowed throughput in packaging and warehouse zones.
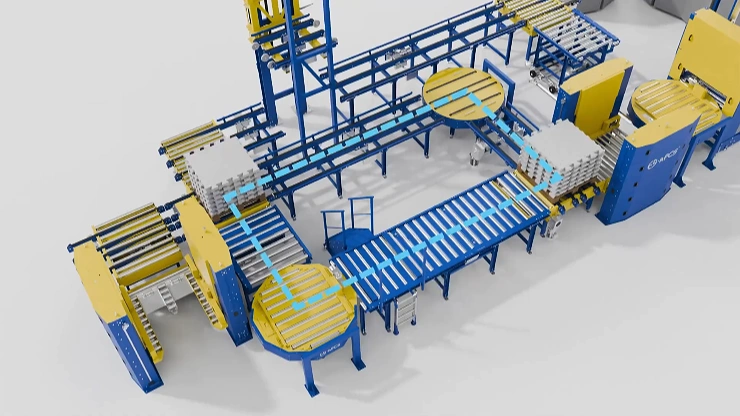
Workflow
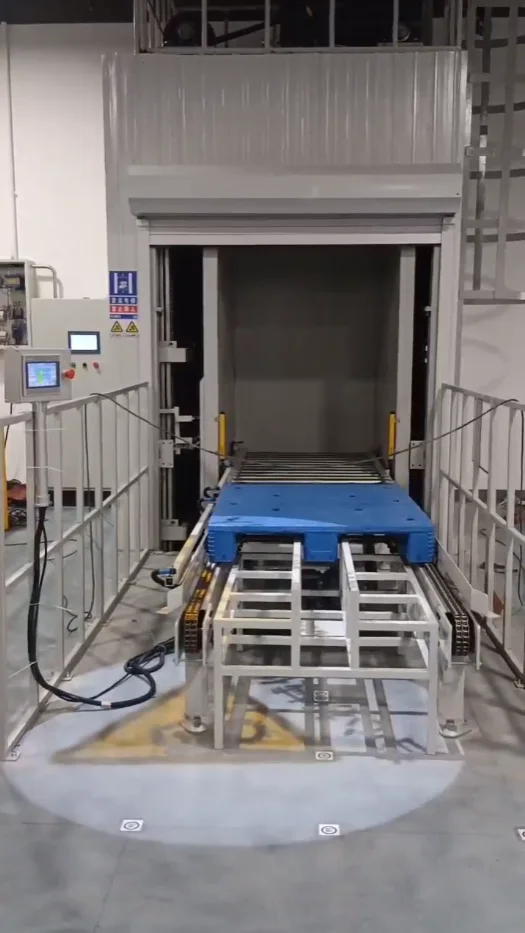
- Raw Material Unloading: FIBCs transferred from ground floor to elevated production lines via lifts.
- Integration with Packaging Zones: Automated handoff to packaging and palletizing stations for masterbatch and battery separator products.
- Modular Design: Prefabricated components minimized downtime during installation.
Solution
- Heavy-Duty Load Capacity
- Precision and Synchronization
- Safety and Reliability
- Efficiency Enhancements
Details