9.15.2025 / 7-минутное чтение
Специальная взрывобезопасная логистическая система для химической промышленности BASF
Обзор

В данном анализе приводится подробное описание сверхмощная взрывозащищенная интеллектуальная логистическая система адаптированный для BASFмировой химический гигант.
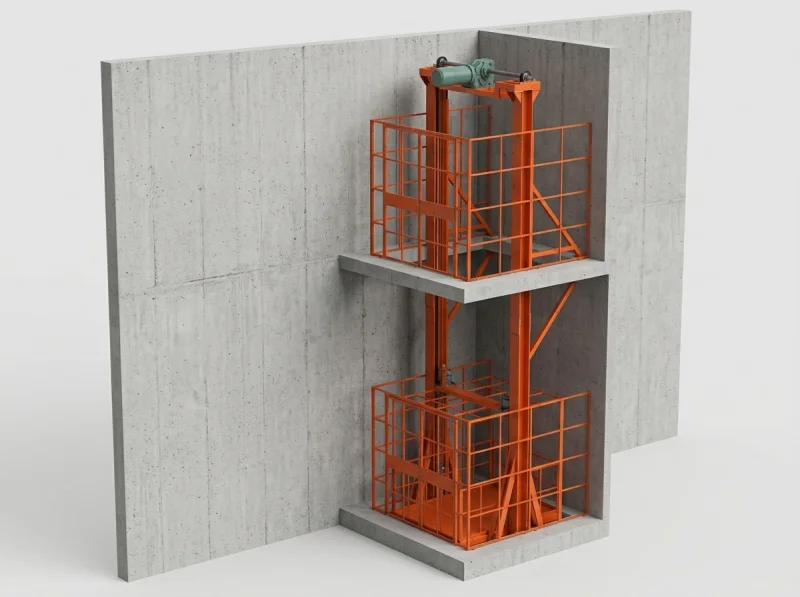
В основе решения лежит мощный подъемник высотой 13,5 м и грузоподъемностью 2000 кг, включающий 14 вспомогательных автоматизированных конвейеров.
Он специально разработан с учетом жестких требований химической промышленности к взрывозащите, коррозионной стойкости и совместимости материалов, что позволяет полностью автоматизировать интеллектуальное перемещение стандартных паллет длиной 1,1 м между складами сырья, производственными цехами и зонами хранения готовой продукции.
Основные параметры
| Параметр | Система подъема | Конвейерная система (пример) |
|---|---|---|
| Номинальная нагрузка | 2000 кг | 2000 кг |
| Высота подъема/перемещение | 13500 мм | 500-1430 мм (подъемная часть) |
| Рабочая скорость | 30 м/мин | 6 м/мин |
| Станции | 3 остановки, 3 станции | Разнонаправленная сортировка |
| Бренды основных компонентов | ПЛК Siemens, инвертор ABB, двигатель Dongli | Датчики Omron, редуктор Dongli |
| Безопасность и защита | Оборудование для обеспечения безопасности лифта, обнаружение светового занавеса, трехцветный маяк | E-стоп, тормоз, защитные кожухи |
| Характеристики материала | Не содержит меди и цинкаГайки, 304 SS/316, порошковое покрытие Q235B | 304 Нержавеющая сталь первичный |
Как это работает
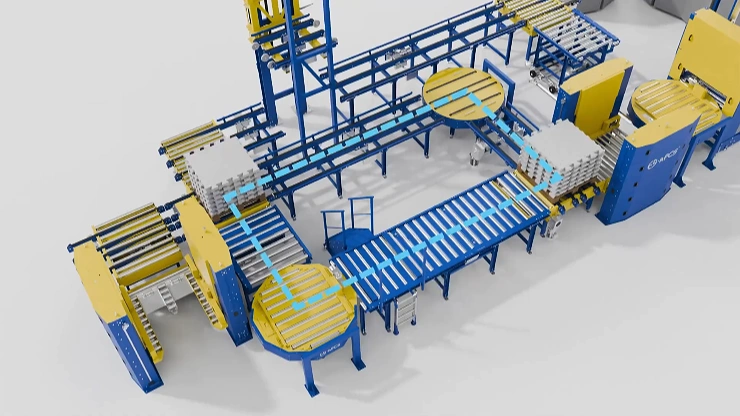
В качестве центрального узла системы используется сверхмощный лифт Z-типа, изолированный на каждом этаже 3-слойными быстрыми рулонными воротами из ПВХ.
AGV транспортируют паллеты с химическим сырьем в кабину подъемника, где система световых завес автоматически проверяет размеры груза.
Подъемник перемещается со скоростью 30 м/мин, автоматически выравнивается и точно стыкуется.
Набор из 14 вспомогательных устройств, включая вращающиеся роликовые конвейеры и подъемные роликовые конвейеры, принимает, поворачивает (на 90°), поднимает, перемещает и сортирует паллеты, доставляя их в определенные зоны химического производства.
Проблемы
Система логистики для BASF столкнулась с серьезными проблемами, характерными для химической промышленности:
- Безопасность и взрывозащита: Строгий запрет на использование компонентов, опасных в пожарном отношении, например, зуммеров мощностью более 15 Вт.
- Ограничения на материалы: Все открытые части, движущиеся компоненты и лакокрасочные покрытия должны быть Не содержит цинка и меди для предотвращения реакции с химическими веществами.
- Сверхвысокая надежность: Требование к многочисленным резервным гарантиям безопасности, включая активное торможение при отключении питания, предохранительные механизмы и буферы - абсолютная безотказность.
- Интеграция автоматизации: Необходима бесшовная интеграция с системами AGV для полностью автоматизированной, беспилотной работы, сводящей к минимуму вмешательство человека.
- Прослеживаемость данных: ОС должна регистрировать более 30 000 экспортируемых данных, чтобы соответствовать строгим требованиям аудита и прослеживаемости.
Решения
- Дизайн с учетом химических требований: Вся система использует нержавеющую сталь 304/316 и конструкции с порошковым покрытием Q235B, полностью исключая медные и цинковые элементы, что соответствует спецификации материалов BASF.
- Комплексная безопасность: Защитное снаряжение + полиуретановые буферы + световая завеса + трехцветный маячок сигнализации образуют многочисленные механические и электрические барьеры безопасности.
- Премиальная гарантия бренда: Основные компоненты (ПЛК Siemens, инвертор ABB) и датчики (Omron) обеспечивают надежность системы в жестких условиях эксплуатации.
- Синергия умной логистики: ПЛК и система HMI интеллектуально координируют работу подъемника и 14 конвейеров для автоматической стыковки и точного перемещения с помощью AGV.
- Цифровое управление: Оригинальная операционная система с трехуровневым парольным доступом и обширной системой регистрации данных отвечает строгим требованиям химической промышленности к отслеживанию.